解码质量“语言”:DELMIAWorks SPC 参数解读指南
日期:2026-06-10 发布者: 达索系统智能制造 浏览次数:次
在制造企业的质量部,一个常见场景是:SPC控制图已经生成,Cpk也计算出来了,但很多人看着那些数字和曲线,不知道该“读”出什么信息。操作员问“这个点是红的,代表什么?”工程师问“Cpk 1.2和1.3到底差在哪里?”管理者问“这么多数据,真正需要注意的信号是什么?”

SPC的价值不在于“生成图表”,而在于“看懂图表并采取行动”。DELMIAWorks的SPC模块不只是自动算出这些参数,更重要的是——它有一套完整的机制,让不同角色的人都能理解这些参数的含义,并根据参数传递的信号做出正确决策。
本文将系统解读DELMIAWorks SPC中最核心的参数,帮助企业各级人员真正“看懂”过程质量。
一、控制图上的“三条线”:理解过程波动的边界
一张SPC控制图上,最显眼的永远是三条水平线:中心线(CL)、上控制限(UCL)和下控制限(LCL)。很多人误以为“超出控制限”就等于“产品不合格”,这是最常见的误区。
、上控制限(UCL)和下控制限(LCL)")
控制限 vs. 规格限——它们不是一回事
这是解读SPC参数的起点。DELMIAWorks在控制图上会用不同的线条同时显示这两组值:
解读要点:控制限是数据算出来的,规格限是客户定出来的。一个过程可以“超出控制限但仍在规格限内”——这是预警信号,但产品还没不合格,此时应该查原因但不必停线;也可以“在控制限内但超出规格限”——这说明过程稳定但能力不足,需要更改工艺或设备。
控制限的计算逻辑(理解“正常”是怎么定义的)
DELMIAWorks SPC支持两种计算模式:

Calculated(计算式):基于实际数据计算UCL和LCL,是最常用的标准方式。
Zones(分区式):在计算式基础上,将中心线到控制限的区域均分为三个等份(±1σ、±2σ、±3σ),辅助运行规则分析。
举个例子:假设一个轴的外径规格是30±0.5mm(USL=30.5,LSL=29.5),SPC根据已采集的子组数据计算出的UCL可能是30.3,LCL是29.7。这就告诉我们:即使产品还在规格范围内,但如果尺寸接近30.3或29.7,过程已经开始“报警”了。
二、过程能力指数:Cpk、Ppk、Cr——读懂过程的“体质”
控制图告诉你过程是否受控,而过程能力指数告诉你过程是否足够好。这三类指数是理解过程能力的核心参数。
1. Cpk(过程能力指数)——最核心的“体检指标”
——最核心的“体检指标”")
计算公式(以子组模式为例):
Cpk = min(Zupper, Zlower) / 3
Zupper = (USL - Ẍ) / (R̄/d₂)
Zlower = (Ẍ - LSL) / (R̄/d₂)
公式解读:Cpk取“上侧能力”和“下侧能力”中较小的那个值,也就是说,它是衡量过程偏向哪一侧的最坏情况。
参数含义:
Ẍ(X双杠):所有子组均值的平均值,代表过程的“中心位置”
R̄:所有子组极差的平均值,衡量过程的“分散程度”
d₂:基于子组大小的常数,用于将极差转换为标准差的估算值
数值解读标准:

“六西格玛”:Cpk = 2.0 对应六西格玛水平,即过程均值偏离目标1.5σ时,百万分之3.4的缺陷率。
实际案例解读:
假设一个尺寸的规格是100±1mm,Cpk=0.95。这意味着什么?
过程中心可能已经偏离了目标值
过程的波动太大,超出规格的风险很高
按此能力,预计会有约0.3%的不合格品产生
必须分析是均值偏移(调整刀具/参数)还是波动过大(设备老化/材料变化)
2. Ppk(过程绩效指数)——更“现实”的能力评估
Ppk使用总体标准差的公式计算,而不是子组内的极差:
Ppk = min(Zupper, Zlower) / 3
(其中标准差 = √Σ(X - X̄)²/(n-1))
Cpk与Ppk的对比解读:
 / 3 (其中标准差 = √Σ(X - X̄)²/(n-1)) Cpk与Ppk的对比解读:")
二者差距的解读:
当 Cpk ≈ Ppk:过程稳定,没有特殊原因影响
当 Cpk >> Ppk(差距>0.3):过程存在明显的不稳定因素,需要查找特殊原因
当 Cpk << Ppk:这种情况理论上不常见,可能说明过程分层或数据分组有问题
3. Cr(能力比)——衡量“浪费”程度
Cr= (6 × R̄/d₂) / (USL - LSL)
解读规则:Cr越小越好。当Cr=1时,意味着过程的自然波动(6σ)正好占满整个规格范围。乘以100后得到百分数——过程波动占规格范围的百分比。
正好占满整个规格范围。乘以100后得到百分数——过程波动占规格范围的百分比")
Cr < 0.75:过程能力充裕,有“浪费”规格空间
Cr = 0.75-1.0:能力适中
Cr > 1:过程波动已经超出规格范围,必然产生不合格品
三、运行规则:过程“说”给你听的八种预警信号
即使所有数据点都在控制限内,某些“非随机”模式也暗示过程正在朝着失控的方向发展。DELMIAWorks自动检查八种运行规则,每个规则都能被解读为一个具体的质量信号:


解读重点:规则7是一个看似“好”但实际危险的信号——连续15个点都在1σ以内,说明过程中可能存在数据分层、抽样不当或数据伪造的问题。一个正常的过程,数据天然应该有约68%落在±1σ内,但不可能连续15个点都落在这么窄的区域。
四、标准差:衡量“一致性”的底层指标
不管Cpk还是控制限,底层都依赖一个核心参数:标准差(Standard Deviation)。DELMIAWorks对不同模式的SD计算方式不同:

子组模式下的Cpk:使用 SD = R̄/d₂ ——基于子组内极差估算,反映的是“短期的、组内的”变异
单值模式下的Ppk:使用 SD = √Σ(X - X̄)²/(n-1) ——总体标准差,反映的是“长期的、全部的”变异
解读价值:如果短期的SD(子组内)很小,但长期的SD(总体)很大,说明问题出在“批次之间”或“班次之间”的差异,而不是单件制造过程中的波动。这帮助质量人员在分析时准确定位变异来源。
五、不合格品比例参数:从过程看批次质量
DELMIAWorks SPC还会自动计算以下百分比参数:

结合Cpk可以这样解读:如果Cpk=1.0,理论上预计会有约0.27%的不合格品;如果Cpk=1.33,理论上预计不合格品率为0.0063%。当实际%Out of Spec远大于理论值,说明过程存在超出正常预测范围的异常因素。
六、实时参数更新:解读动态变化
DELMIAWorks SPC的一个关键参数解读特点是:每一次子组采集完成后,所有参数都会实时更新。

这意味着:
管理者看到的Cpk不是“上个月的”,而是“刚刚完成的最后一批的”
当Cpk从1.5下降到1.2时,不是突然发生,而是可以追溯到是哪个子组的哪次测量引发了下降
操作员在ShopData上输入数据后,控制图上立即多了一个点——如果这个点触发运行规则,系统可以即时弹出警告
总结:从“数字”到“决策”的转化
解读DELMIAWorks SPC参数的本质,是学会“倾听”过程的语言:

当每一位质量人员、工程师、班组长甚至操作员都能读懂这些参数时,SPC就不再是一个“放在质量部电脑里的工具”,而成为全员参与的过程控制语言——每一次测量、每一张控制图、每一个指数变化,都是过程在告诉我们应该如何行动。

如需DELMIAWorks解决方案请咨询智诚科技ICT 电话:400-886-6353
部分文章来源网络或用户投稿,如有侵权请联系本站删除!
获取SW正版免费试用,有任何疑问咨询热线:400-886-6353或 联系在线客服
未解决你的问题?请到「问答社区」反馈你遇到的问题,专业工程师为您解答!
- 相关内容
- 推荐产品
-
如何利用SOLIDWORKS“转换到钣金”实现实体到钣金的无缝衔接

-
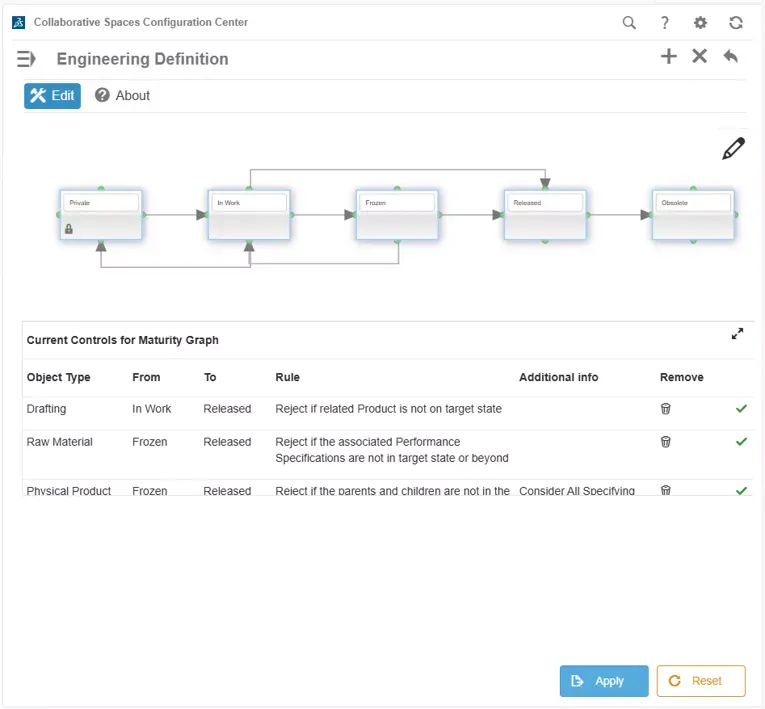
3DEXPERIENCE 平台零件从 “已发布” 回退至 “工作中” 流程配置指南
-
SOLIDWORKS 扫描法兰完整教程|异形 / 弧形 / 回转钣金一键建模
-
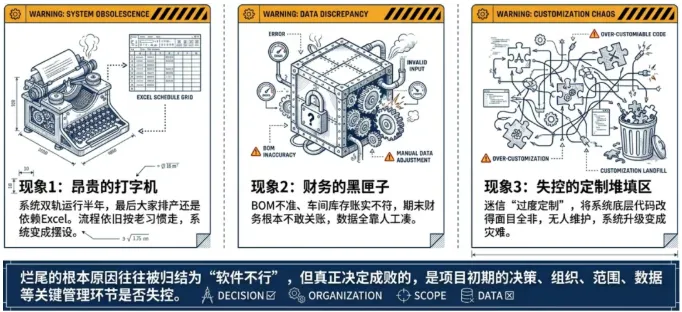
项目上了又停、停了又改?DELMIAWorks这套“防烂尾”体系,帮你把ERP做稳
-
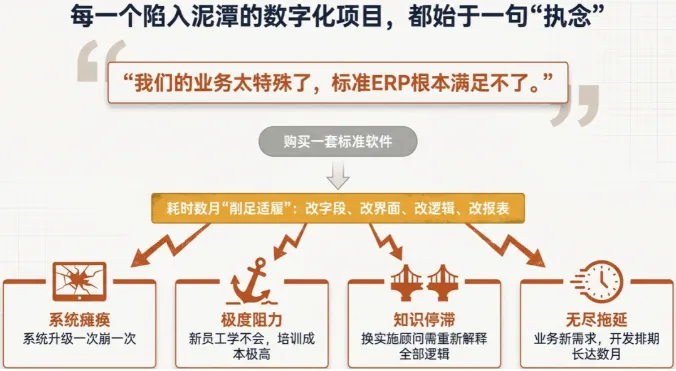
深度定制是解药还是毒药?为什么“量身定做”反而害了你的工厂
-
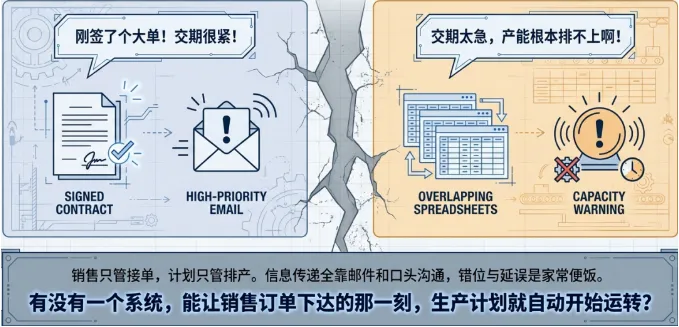
DELMIAWorks 需求驱动 MRP,打通销售接单到工单下达全链路
 SOLIDWORKS多功能插件ICTbox
SOLIDWORKS多功能插件ICTbox 
智诚科技工业服务项目承接
智诚科技ICT专注机械设计、仿真分析、电气开发、PLM实施、二次开发,专业工程师团队外包落地,助力企业降本增效