DELMIAWorks MSA系统:让测量数据可信,质量决策不偏差
日期:2026-06-01 发布者: Andy Qin 浏览次数:次
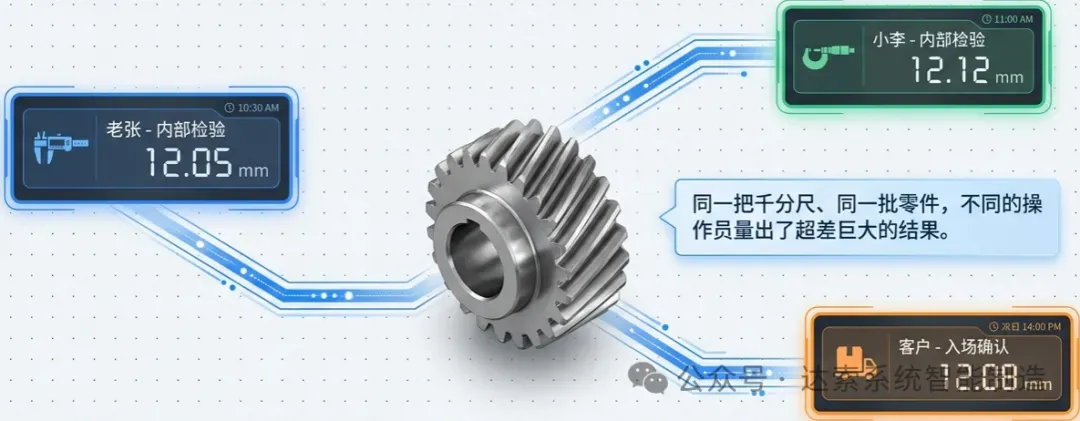
“王工,这批新来的千分尺用了一个月,检验员反映读数总是不稳定。老张量出来是12.05,小李量出来是12.12。拿给客户确认,客户自己量出来是12.08。现在三边数据对不上,到底该信谁的?”
“我们每年都做量具校准,校准证书都在那里。但校准通过不等于测量系统没问题——上次做R&R分析才发现,同一把卡尺,不同的操作员量同一批零件,偏差远超过公差的一半。可之前没人做过这个分析,问题一直没发现。”
这是很多制造企业质量管理的“盲区”。大家非常重视“设备准不准”——所以定期送检、校准、贴标签。但很少有人认真问:“我的测量系统整体上到底准不准?”

这里的“测量系统”不只是一把量具或一台三坐标测量机——它涵盖了操作员、测量方法、零件变化、环境条件在内的整个组合。量具本身是好的,不代表测量系统是可靠的。如果测量系统误差过大,后续的SPC控制图和产品检验结论就失去意义了。你判断生产过程稳定还是失控,可能根本不是过程的真实状态,而是测量系统本身在制造“假信号”。
这恰恰是测量系统分析存在的根本意义。但很多企业即使知道MSA重要,真正把它做好的却不多——不是不想做,而是做起来太麻烦:数据要手动录入,计算要用Excel,报告要自己画图。这意味着做完一次MSA往往要花一整天,还要面对各种输入错误和格式跑偏。
DELMIAWorks对于这件事的解法,和它对质量体系其他模块的思路一致:把它从“孤立的统计工作”变成“融入业务流程的系统能力”。让MSA不再是工程师关了门一个人对着Excel忙一天的事情——而是系统自动采集数据、计算分析、生成报告、与量具主数据直接关联的一套闭环机制。
理解MSA和它在质量管理中的位置

首先需要讲清楚一个概念:MSA不是量具校准。
校准解决的是“这把千分尺准不准”的问题——标准件量出来是10.00,我的千分尺量出来是10.01,那么偏差在公差范围内,校准通过。
但MSA回答的是另一个问题:“我的整个测量过程有没有能力可靠地将合格品和不合格品分开?”——两个操作员测同一批零件,结果是否一致?同一个操作员在不同时间测同一个零件,结果是否稳定?测量系统的变异相对于过程变异和公差限是否足够小?
按照行业标准(如AIAG MSA手册),衡量测量系统是否可接受的核心指标包括:重复性和再现性、偏倚、线性、稳定性、量具能力指数。其中最常用的是重复性和再现性,用量具R&R值的百分比(%GRR)或精准公差比(P/T)来判定:小于10%为理想,10%到30%为有条件接受,超过30%不可接受。
如果GRR过大,你基于测量数据做出的任何决策——判定合格/不合格、调整工艺参数、计算Cpk——都可能存在误导。SPC图表上出现的异常信号,有可能只是测量系统噪音。
DELMIAWorks把MSA做成了什么样子?

传统的MSA管理模式可以总结为:现场采集数据→录入Excel→手动计算→生成报告。每个环节节点都依赖人的操作,不仅费时费力,还容易出错。
DELMIAWorks的MSA能力内置于SPC模块中,与量具管理、数据采集、控制图分析在同一个系统里运行。不需要在Excel和系统之间来回倒腾数据,不需要手动去核对版本。这个整合使得测量系统分析从一项“年度负担”变成质量管理体系里一个实时可见的环节。
与量具主数据的天然绑定
每一件量具在DELMIAWorks中都有详细的档案记录——量具编号、类型、量程、分辨率、校准信息。当需要对该量具进行MSA时,所有信息直接从系统调取;不需要重新录入技术参数,减少了人为错误。
量具的校准计划也是系统在管理的。如果ISO规定某把量具需要每季度校准一次,系统可以自动提醒并记录校准结果。当校准发现量具偏移过大的时候,系统会提示是否需要评估这条偏移对已测零件的影响——这正是有效的质量管理体系应有的追溯逻辑。
数据自动采集,减少人为输入误差
传统的MSA数据采集流程是:操作员测量零件→用笔记录在纸上→录入Excel→进行计算。录入错误、小数点错位、数字写反——随便一个错误就让整个分析前功尽弃。
DELMIAWorks的SPC模块支持直接从测量设备采集数据。系统通过串口、以太网等协议,实时把量具的测量值读入系统。操作员只需要按常规流程测量零件即可,系统自动完成数据记录。这一方面提升了效率,另一方面也把数据采集错误的风险大大降低。

对于那些连接电子量具不方便的场景如车间环境复杂,系统也支持直接手工录入,但会通过数据格式校验等机制确保录入数据的合理性。
核心分析:量具重复性与再现性
这是DELMIAWorks MSA功能最核心的能力。系统支持完整的量具R&R分析。

试验设计遵循行业标准方法:选取多个能够覆盖整个公差范围的零件,由多名操作员用同一把量具对每个零件测量多次,顺序随机化以消除记忆效应。系统在用户输入或采集完数据后,自动进行计算,生成R&R分析报告。
报告包含几个关键内容:各操作员的均值、极差图,判断操作员内部和操作员之间的一致性;变异分量分解,将总变异拆分为零件变异、重复性和再现性,直观展示测量系统变异各占多少;%GRR和ndc通过图表与数值结合呈现,直接对照判定是否可接受。
这意味着质量工程师不需要再自己用Excel做方差分析或者均值-极差法计算,不用再手动绘制极差图和均值图。系统在几秒内完成所有运算,生成标准的分析报告,可与客户或审核员共用。
偏倚、线性与稳定性分析
除了R&R分析,DELMIAWorks也支持其他类型的MSA研究。
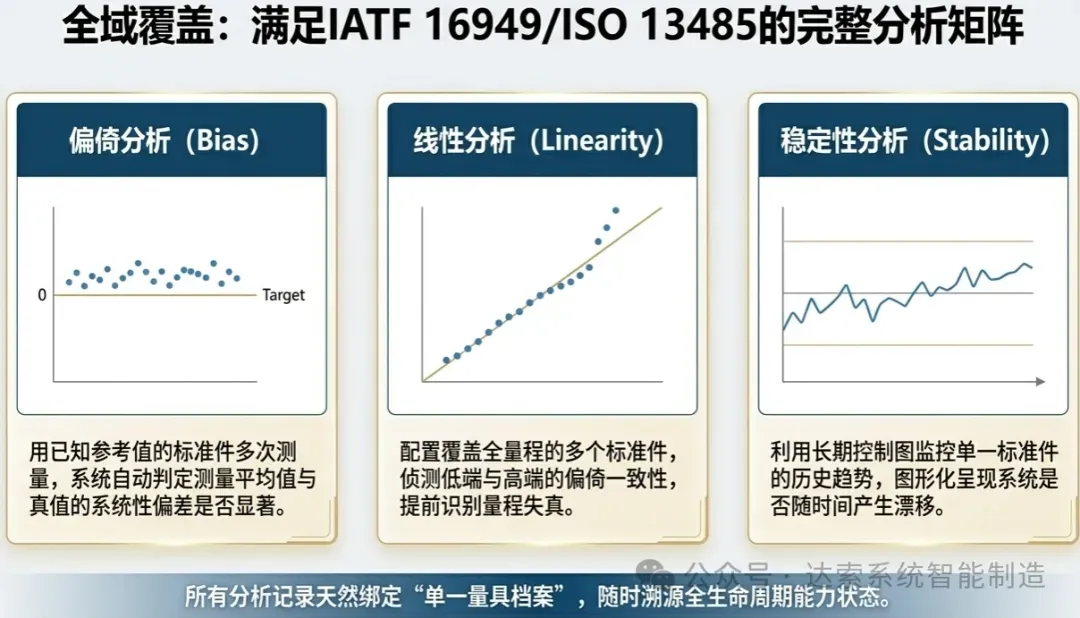
偏倚分析的逻辑是:用标准件或参考值已知的零件,由每位操作员多次测量,系统自动计算测量值与参考值的偏差,判断偏倚是否显著。
线性分析关注的是量具在整个量程范围内偏倚是否一致。偏倚在低端小,在高端大,说明量具存在线性问题。系统支持配置多个覆盖全量程的标准件或校准标准件,进行线性研究并给出判定。
稳定性分析需要在一段较长时间内用同一标准件定期测量,系统将数据收集并生成控制图,图形化显示测量系统是否持续稳定。
所有这些分析结果都与量具主数据关联。也就是说,当你打开一把量具的档案时,系统可以展示它相关的完整MSA历史记录;这把量具的R&R结果、偏倚数据、线性报告都可以在一个地方集中查看。
MSA结果的判断与应用
做完MSA不止是得到一个结果。DELMIAWorks根据行业标准提供了明确的判断指引。当GRR判定为不可接受时,系统会提示是重复性差(设备/量具问题)还是再现性差(操作员/方法问题)。这可以帮助工程师在改进时更有方向:如果主要是再现性问题,可能需要加强操作员培训或统一测量方法;如果是重复性问题,则可能需要更换量具或维修。
另外,当MSA结果显示测量系统能力不足时,系统会提醒检查与该量具关联的SPC控制计划。控制计划中定义的控制方法——比如用X-bar R图监控的过程特性——如果测量系统本身不足以支撑这些控制方法,控制计划就需要重新评估。
MSA与整个质量体系的关系

MSA不是一次性的练习。把它放进更完整的质量管理体系中去看,它的价值更加明显。
与量具校准计划联动:当校准发现某量具偏移时,系统可以提示重新进行MSA评估;反过来,MSA结果不可接受的量具可以触发校准回顾。
与FMEA和控制计划联动:在FMEA中识别出的关键特性,其测量系统是否经过MSA验证,可以在控制计划中进行要求;系统可以根据控制计划中的检测要求,触发对应测量系统的MSA研究。
与过程能力研究联动:Cpk分析的前提是测量系统是可接受的。DELMIAWorks在计算Cpk时会参考关联测量系统的MSA状态,帮助确保过程能力评估的数据基础是可靠的。
与供应商质量管理联动:对于供应商提交的检验数据,如果对应测量系统存在已知问题,系统可以在处理来料检验时提示需要重点关注。
这些联动在传统“独立MSA计算表”的方式下是无法实现的。正是因为DELMIAWorks把MSA内嵌在统一的质量管理平台中,它才能与量具管理、控制计划、过程能力分析、SPC控制图形成完整的闭环。
真实场景:MSA如何帮助发现并解决测量问题

一家压铸企业使用一把数显卡尺测量孔径,每年校准都通过。但在应对客户投诉时发现,同一批次零件的孔径数据在内部检验和客户入检之间存在系统偏差。质量工程师用DELMIAWorks对该卡尺进行R&R分析后发现:%GRR达到33%,超过30%的不可接受线。
进一步分析变异分量时发现,重复性和再现性的来源以重复性为主——也就是说,卡尺本身的稳定性存在问题。尽管校准证书显示在公差范围内,但校准用的标准件和实际测量范围、使用环境存在差异,导致在实际测量场景中测量系统的总变差超过了可接受范围。
系统建议更换量具。更换后用同一批零件重新做R&R,%GRR降至8%。后续再比对内部检验和客户数据,差异消失。而且系统自动关联到所有使用这把旧卡尺的测量记录,标记了对应的SPC数据需要重新评估。如果没有系统的MSA工具和存量数据联动能力,这类问题的发现和追溯将会非常困难。
价值总结

DELMIAWorks的测量系统分析能力,归根结底回答了制造企业质量体系中最基础也最关键的三个问题。
第一个问题是数据可信不可信。如果测量系统没有经过验证,海量的检验数据本质上质量不明。DELMIAWorks通过内嵌MSA流程,帮助建立测量系统的信任基线。
第二个问题是分析是否真正发挥了作用。传统方式下,反复校准、重复分析的操作耗费了大量时间,企业很难有余力把分析深度做足。系统把数据处理和报告生成自动化之后,质量工程师可以更多投入在结果解读和改进措施的推动上。
第三个问题是如何做好长期管理。MSA不是一次性活动——量具磨损、操作员变更、新零件引入,每一个变化都意味着MSA需要更新。DELMIAWorks通过把MSA与量具档案、校准计划、控制计划关联起来,让MSA成为质量管理体系中持续运转的标准环节。
对质量管理者而言,MSA最直接的收益是——当客户问“你的测量系统可靠吗”,你不是拿出一沓Excel打印件,而是直接打开系统,展示完整的R&R报告链、GRR趋势图、操作员对比、与关联控制计划的联动记录。你甚至可以把报告直接发给客户——格式标准,数据完整。
这不仅是效率的提升,更是一种信任:你相信自己测出来的数字,客户也相信你测出来的数字。而这正是质量管理体系想要达到的效果。
部分文章来源网络或用户投稿,如有侵权请联系本站删除!
获取SW正版免费试用,有任何疑问咨询热线:400-886-6353或 联系在线客服
未解决你的问题?请到「问答社区」反馈你遇到的问题,专业工程师为您解答!
- 相关内容
- 推荐产品
-
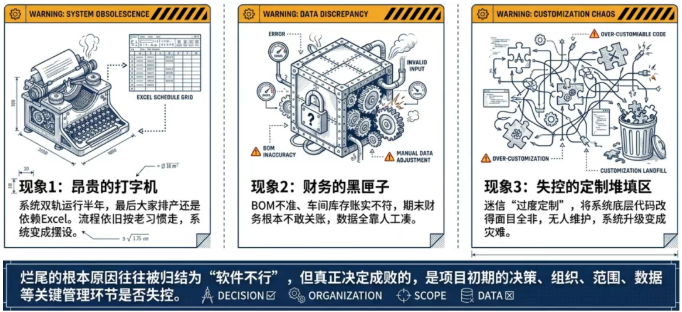
项目上了又停、停了又改?DELMIAWorks这套“防烂尾”体系,帮你把ERP做稳
-
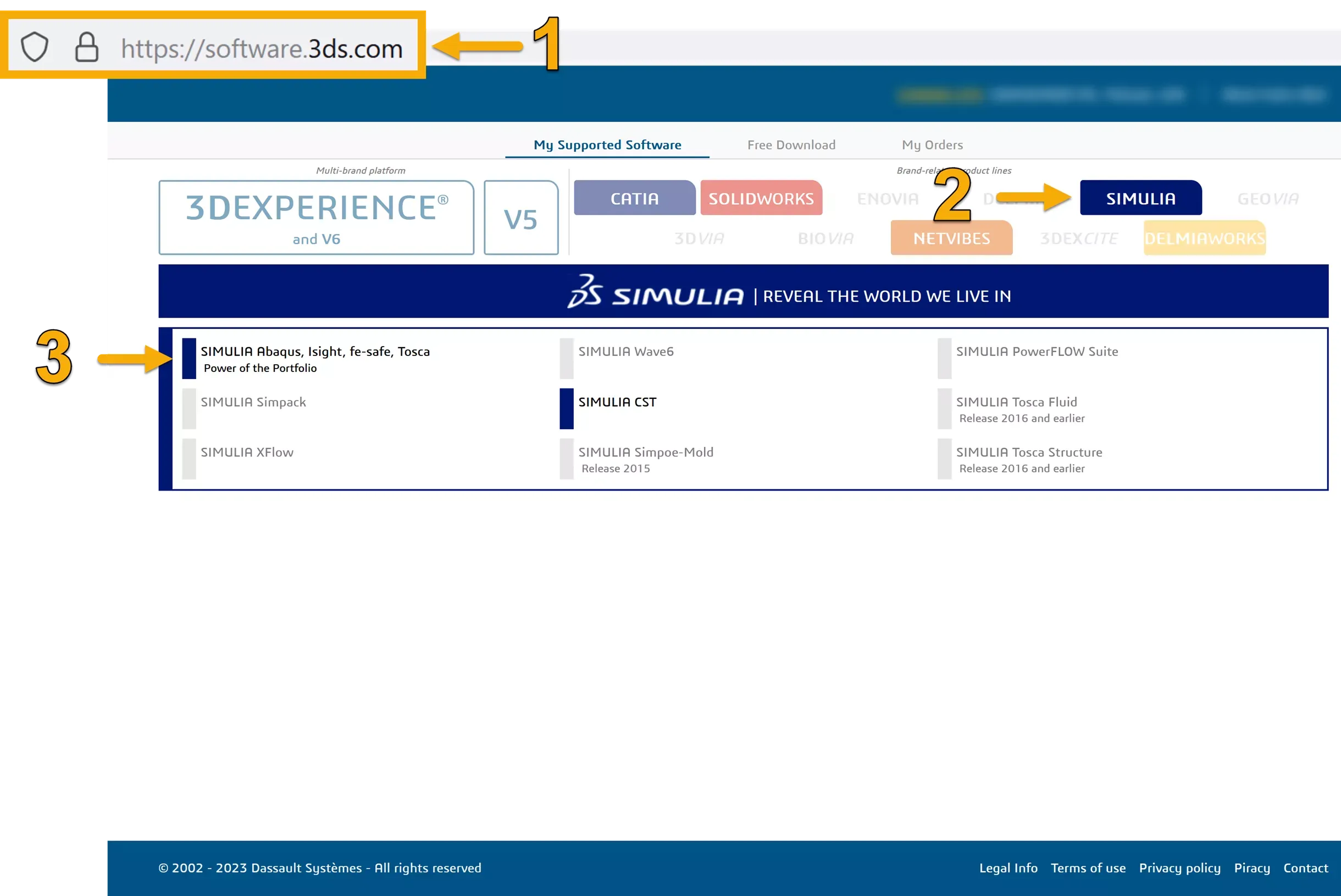
保姆级SIMULIA Abaqus安装教程,Windows/Linux双系统完整步骤
-
DELMIAWorks 需求驱动 MRP,打通销售接单到工单下达全链路
-
每一个废品都暗藏成本黑洞!DELMIAWorks拒收管理,让物料与损失无处遁形
-
SOLIDWORKS + DELMIAWORKS双向集成:设计变更一秒同步到BOM
-
DELMIAWorks工厂建模全攻略,你的数字化工厂从一张表开始



 SOLIDWORKS多功能插件ICTbox
SOLIDWORKS多功能插件ICTbox 
智诚科技工业服务项目承接
智诚科技ICT专注机械设计、仿真分析、电气开发、PLM实施、二次开发,专业工程师团队外包落地,助力企业降本增效